
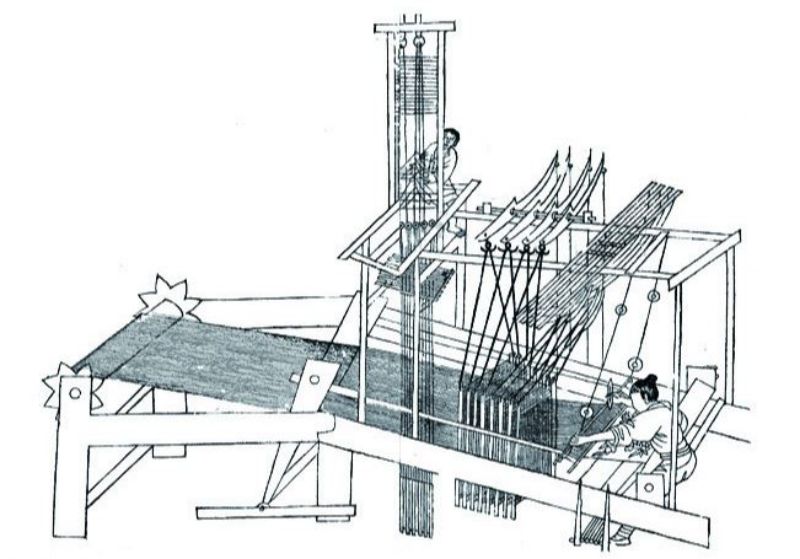
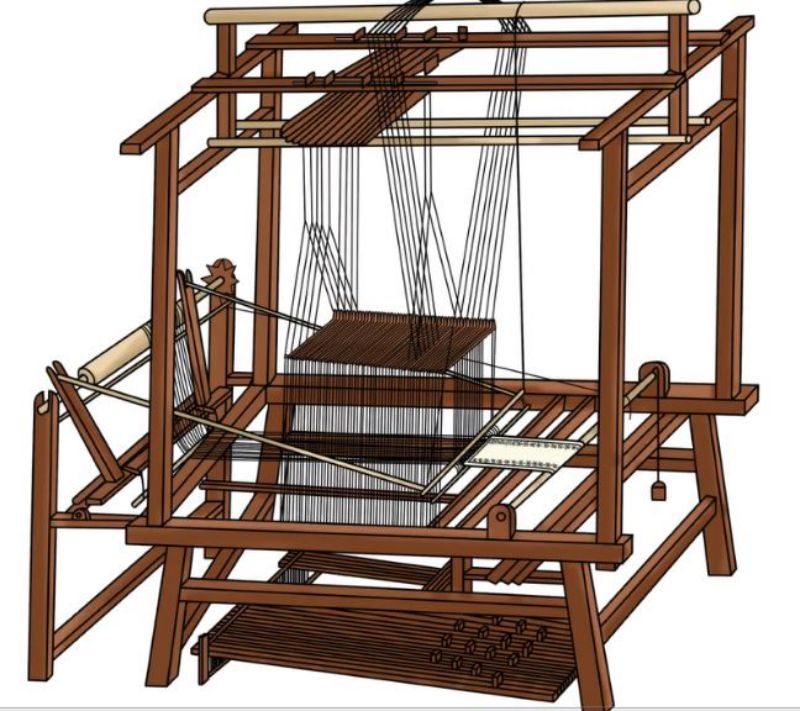
Veving
Webbing vever varp og veft.Den vridde tråden vridd til en spole, og innslaget rulles til en krok og plasseres på vevstolens vev.På 1930-tallet ble håndtegnede trevevstoler og vevvev av jerntre introdusert.På begynnelsen av 1960-tallet ble vevstolen fra 1511 omgjort til en vevstol, som fortsatt er mye brukt i dag.Fordi bredden på beltet er liten, er vevingsmetoden forskjellig, det er enkeltrøtter, doble røtter, dusinvis av røtter, det er enkeltlag, det er doble lag.
I 1967 utviklet og produserte forskningsgruppen skyttelløse bånd med arbeidere som hovedorganet en høyhastighets enkelt skyttelløs båndvevemaskin, som realiserte den skyttelløse båndvevingen, forkortet prosessen, okkuperte et lite område og forbedret arbeidsproduktiviteten, som er et banebrytende arbeid i historien til kinesisk båndteknologi.
På 1970 -tallet, på grunn av populariteten til båndkontinuerlig farging og stryking av bånd, har behandlingen av bånd utviklet seg fra den tradisjonelle første farging og veving til den første farging og farging, den første vevingen og bleking, og kontinuerlig etterbehandling og stryking.Båndteknologi har kommet inn i rekkene av mekanisert masseproduksjon.På begynnelsen av 1980-tallet introduserte Sveits, Italia og den føderale republikken Tyskland høyhastighets skyttelfrie beltevevingsmaskiner, stryke maskiner, innpakningsmaskiner, skjevmaskiner og så videre.Og båndteknologi har gått inn i en ny utviklingsstadium.
Utviklingen av nettteknologi har ført til oppgradering av produkter.I 1979 ble Kinas første generasjon av SD9-9 gummiinntrengende belte med hell prøveprodusert, slik at gummi-ingotbelteprodukter avsluttet historien om avhengighet av import.Utviklet i 1980 SD-81A og B-type gummiboltbelte, med myk, tynn, sterk, liten forlengelse, liten støt, korte og flate leddegenskaper.I begynnelsen av 1990 var prøveproduksjonen av Santana Car Safety Belt vellykket.Etter mer enn to års forsknings- og prøveproduksjon har produktkvaliteten nådd QC49-92 og TL-VW470-standarder.
Veving (ingot veving)
Etter at garnfatet og veftet er viklet for å danne et veftrør, settes de inn i den faste tannbasen til strikkemaskinen.Veftrøret roterer langs et figur-8-spor og trekker garn over hverandre.Vanligvis er antallet ingots jevn, båndet er rørformet, antallet ingots er rart, og båndet er flatt.Vevingsprosessen har blitt brukt siden gamle Kina, og antall spindler varierer fra 9 til 100 avhengig av utstyret.Den grunnleggende prosessen med veving er: bleking, vikling, veving, doffing, skjæring, emballasje.Siden 1960 har mange teknologiske nyvinninger blitt utført i strikkemaskinen, hovedsakelig inkludert å utvide diameteren på ferskenplaten, installere automatiske stoppenheter for å bryte gummibånd, og erstatte jerninngaver med nylonspindler.Forbedringen av dette utstyret har økt hastigheten til 160 ~ 190 o / min, den vertikale hastigheten har doblet seg, og produktkvaliteten har blitt betydelig forbedret.

Du kan veve ikke bare webbing, men også tau.Rørformet belte er et slags flettet tau, diameteren på 1 ~ 4 cm kalles tau eller taulinje, diameteren på mer enn 4 cm kalles tau, og diameteren på mer enn 40 cm kalles kabel eller kabel.I 1989 introduserte industrien japansk stereotype kabelproduksjonslinjeutstyr, neste år vant produksjonen av stereotype polypropylenkabel den nasjonale sølvprisen.
strikking
På 1970-tallet ble varpstrikking og veftstrikkingsteknologi mye brukt i webbing.I 1973 var prøveproduksjonen av strikket nylonbredt stramt belte vellykket.I 1982 ble introduksjonen av italiensk heklingsmaskin, avansert teknologi, et bredt spekter av produkter, spesielt egnet for tynne dekorative stoffer, for eksempel blonder, elastiske bånd, vindusskjermer, dekorative belter og så videre.Grunnprosessen er: bleking - vikling - veving - stryking - pakking.

Før 1970 -tallet ble brannslangrøret vevd av horisontal maskin, med deformasjon med stor diameter og lav effekt.I andre halvdel av 1974, i henhold til strikkeprinsippet, organiserte industrien forskergruppen for veving av røremner, ved å bruke varp- og veftveving, avhengig av løkkegarnet under løkkeprosessen, ved å bruke nåletønnen og sedimenteringsbuen av Loop -garnet for å koble den sammenvevd varp og veft til en helhet, for å bli et rørformet strikket stoff med veftforing og varpforing.Produksjonsteknologinivået for belagt vannrør og brannslange med høyt trykk rangerer i spissen for landet.
Innleggstid: des-06-2023